关键词 |
南宁销售钢护筒,钢护筒,南宁钢护筒,销售钢护筒 |
面向地区 |
全国 |
壁厚 |
6-70mm mm |
密度 |
7.85 |
颜色 |
单色 |
拉伸强度 |
417 Mpa |
长度 |
1-30m m |
产地 |
佛山 |
材质 |
Q235B |
规格 |
273*7 |
断面形式 |
圆形 |
执行标准 |
国标 |
加工定制 |
是 |
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。可以执行的标准GB/T3091-2008低压流体钢管生产标准,GB/T9711.1-2 -1997石油天然气钢管生产使用标准,还可以执行美国API 5L 管线钢管执行标准。生产材质:Q195A-Q345E;245R;Q345QA-D;L245-L485;X42-X70。承压参数主要有2ST/T ,S为屈服强度,T为壁厚。埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。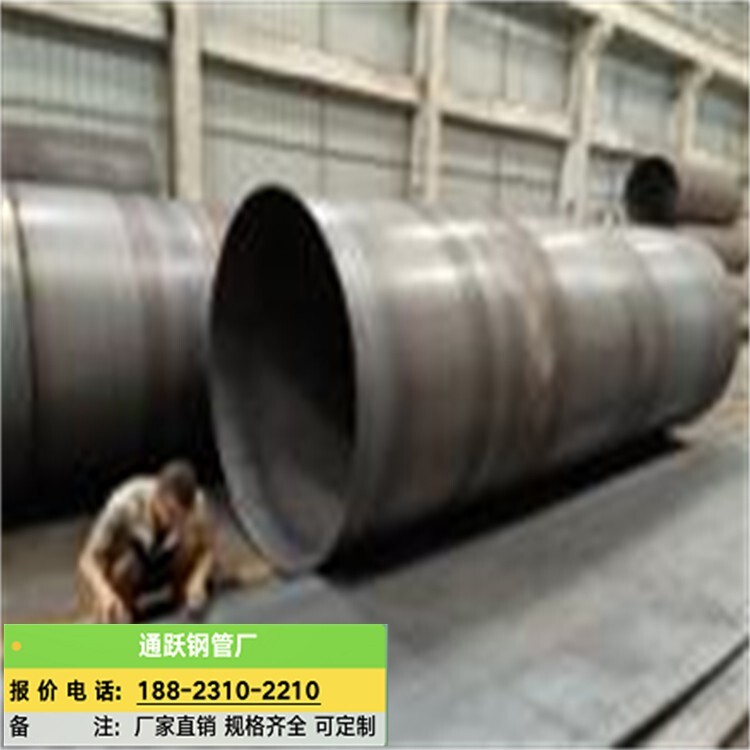
高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
钢管的高频焊接正是利用交流电的趋肤效应和邻近效应,钢材(带钢)经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器(磁棒),阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
【2】经过焊接之后,直缝钢管内部的非金属夹杂物被压成薄片,出现分层现象。分层使20#直缝钢管沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。
埋弧焊直缝钢管优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现于沿轧制方向上,从而使20#直缝钢管在一定程度上不再是各向同性体;浇注时形成的气泡,裂纹和疏松,也可在高温和压力作用下被焊合。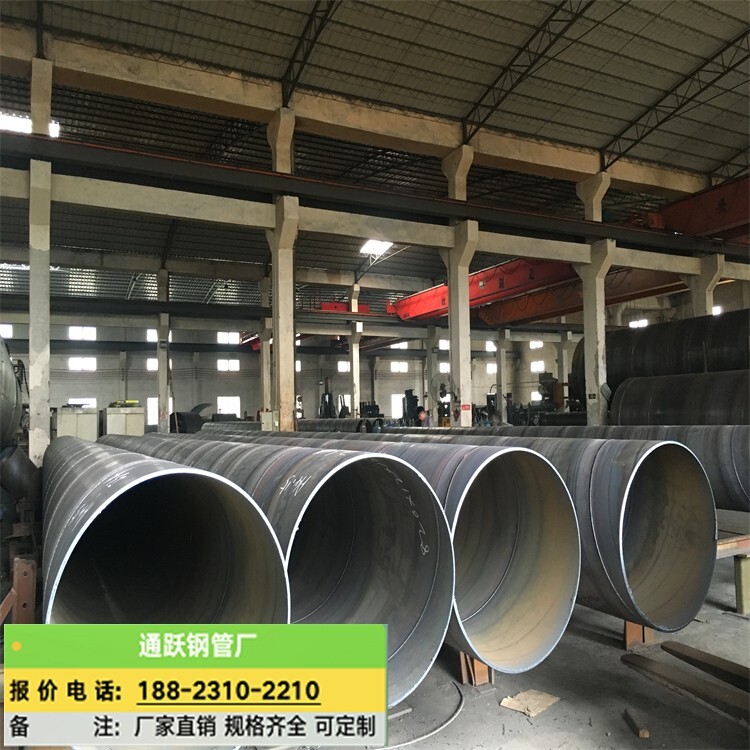
高频激励电路(又称高频振荡电路),是由安装在高频发生器内的大型电子管和振荡槽路组成,它是利用电子管的放大作用,在电子管接通灯丝和阳极时,把阳极输出信号正反馈到栅极,形成自激振荡回路。激励频率的大小取决于振荡槽路的电气参数(电压、电流、电容和电感)。
将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
5.2 焊接温度控制
焊接温度主要受高频涡流热功率的影响,根据公式(2)可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:
上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。
当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。